|
|
Введите ваш запрос для начала поиска. |
- В начало
- Каталог
- Оборудование
- Домостроение
- Автоматическая линия торцевого сращивания FJL150-8

Автоматическая линия торцевого сращивания FJL150-8
FJL150-8 предназначена для сращивания короткомерных брусков по длине и сочетает в себе высокую степень автоматизации с простотой обслуживания и исключительной надежностью.

Цена с учетом доставки до ООО «Дарвут», включая шеф-монтаж: 135 950 долларов.
Поставщик: Yong Qiang (Китай)
Назначение: автоматическая линия FJL150-8 предназначена для сращивания короткомерных брусков по длине и сочетает в себе высокую степень автоматизации с простотой обслуживания и исключительной надежностью. Линия оснащена автоматическим загрузочным устройством, что позволяет получать сращенную древесину высокого качества в промышленных объёмах. Производительность линии может достигать 15000 погонных метров в смену. Линия FJL150-8 позволяет выполнять как вертикальное, так и горизонтальное сращивание. Все операции полностью автоматизированы, поэтому линия управляется одним оператором.
Отличительные характеристики:
-
значительно увеличилась скорость каждой операции линии:
- увеличены цилиндры пневматической системы всех станков, что позволило увеличить скорость всех операций на 50% и более
- скорость системы транспортировки материала на всех станках увеличилась на 30% -
значительно повысились характеристики и надежность электрической системы линии:
- прежние включатели магнитного типа заменены на английские фирмы "NORGEN"
- прежние электронно-магнитные клапаны заменены на японские фирмы "GSM" -
После модернизации работа системы поворачивания заготовки стала более стабильной, коэффициент эффективности поворачивания заготовки составляет 99%
-
Улучшена функциональность поэтапного зубчатого соединения на прессах для сращивания по длине.
-
Появилась возможность поэтапного зубчатого соединения максимум в четыре этапа (для шестиметровой линии). При этом для установки длины заготовки используется процессор, что позволяет более точно установить длину заготовки. Например: за один цикл прессования возможно изготовить четыре плети длиной по 1,5 м.
-
В отличие от конкурентов оборудование оснащено большей частью европейскими комплектующими!
-
Система обеспечивает высокую точность размеров получаемой детали.
-
Все передвижения материала синхронизированы для обеспечения максимальной производительности.
-
Система включает в себя устройство набора режущих головок для их простой и быстрой установки.
-
Высокоточная система настройки режущих головок обеспечивает высокое качество мест соединения.
-
Современная и в то же время простая конструкция обеспечивает легкость в управлении и простоту обслуживания.
-
Допускается значительный разброс толщины заготовок.
-
Спиральная конструкция режущих элементов с карбидными насадками легка в установке, заточке, практически исключает вырывание материала, значительно снижает шум и вибрацию.
Технические характеристики
|
1 |
Подающий рольганг |
|
|
|
Размер рабочего стола, мм |
630х750 |
|
|
Масса, кг |
110 |
|
2 |
Правосторонний фрезерный станок |
|
|
|
Производительность, пакетов в минуту |
3 |
|
|
Максимальная рабочая поверхность, мм |
630*750 |
|
|
Ширина «пакета» заготовок, мм |
500 |
|
|
Высота заготовки (опционно), мм |
250 |
|
|
Максимальный внешний диаметр фрез, мм |
160 |
|
|
Максимальный внешний диаметр пил, мм |
255 |
|
|
Посадочный диаметр фрез, мм |
50 |
|
|
Посадочный диаметр торцевой пилы с дробилкой, мм |
30 |
|
|
Скорость вращения фрезы, об/мин |
6000 |
|
|
Скорость вращения пилы, об/мин |
3780 |
|
|
Давление в гидросистеме кг/см2 |
10-20 |
|
|
Мощность гидронасоса, кВт |
2,2 |
|
|
Мощность двигателя фрезы, кВт |
11 |
|
|
Мощность двигателя пилы, кВт |
2 |
|
|
Максимальная потребляемая мощность, кВт |
11,2 |
|
|
Требования по аспирации, м3/час |
2500 |
|
|
Габаритные размеры, мм |
1580х1240х1280 |
|
|
Масса, кг |
1280 |
|
3 |
Промежуточный конвейерный стол |
|
|
|
Размер рабочего стола, мм. |
630х750 |
|
|
Масса, кг |
110 |
|
4 |
Левосторонний фрезерный станок с узлом клеенанесения |
|
|
|
Производительность, пакетов в минуту |
3 |
|
|
Максимальная рабочая поверхность, мм |
630*750 |
|
|
Ширина «пакета» заготовок, мм |
500 |
|
|
Высота заготовки (опционно), мм |
250 |
|
|
Максимальный внешний диаметр фрез, мм |
160 |
|
|
Посадочный диаметр торцевой пилы с дробилкой, мм |
255 |
|
|
Посадочный диаметр фрез, мм |
50 |
|
|
Посадочный диаметр пил, мм |
30 |
|
|
Скорость вращения фрезы, об/мин |
6000 |
|
|
Скорость вращения пилы, об/мин |
3780 |
|
|
Давление в гидросистеме, кг/см2 |
10-20 |
|
|
Мощность гидронасоса, кВт |
2,2 |
|
|
Мощность двигателя фрезы, кВт |
11 |
|
|
Мощность двигателя пилы, кВт |
2 |
|
|
Максимальная потребляемая мощность, кВт |
11,2 |
|
|
Требования по аспирации, м3/час |
2500 |
|
|
Габаритные размеры, мм |
1580х1240х1280 |
|
|
Масса, кг |
1280 |
|
5 |
Принимающий рольганг |
|
|
|
Размер рабочего стола, мм. |
630х750 |
|
|
Масса, кг |
110 |
|
6 |
Предпрессовый цепной конвейер |
|
|
|
Размер рабочего стола, мм. |
300х2350 |
|
|
Масса, кг |
310 |
|
7 |
Гидравлический двухсекционный пресс (12 м) |
|
|
|
Максимальная рабочая длина, мм |
12000 |
|
|
Максимальная рабочая ширина (опционно), мм |
250 |
|
|
Максимальная рабочая высота, мм |
75 |
|
|
Размеры рабочего подающего цепного транспортёра, мм |
2500*400 |
|
|
Мощность гидронасоса, кВт |
4 |
|
|
Максимальная рабочая ширина, мм |
150 |
|
|
Длина склеенной ламели, мм |
6000 |
|
|
Площадь сечения заготовки (максимум), мм2 |
12750 |
|
|
Усилие прессования (максимум), кг |
5000 |
|
|
Скорость вращения пильного диска, об/мин |
4250 |
|
|
Характеристики пильного диска D х d |
350х30 |
|
|
Мощность пильного узла, кВт |
2 |
|
|
Максимальная потребляемая мощность, кВт |
6,7 |
|
|
Выталкиватель заготовок - пневматический |
|
|
|
Габариты, мм |
14800х900х1630 |
|
|
Масса, кг |
5500 |
Описание рабочих групп:
|
|
Увеличенный рабочий стол каретки. Увеличенная ширина загрузочного стола транспортера и рабочего стола каретки шипорезных станков до 800 мм позволяет обрабатывать больший пакет заготовок и увеличивает производительность линии. |
|
|
Варианты фрезерования минишипа
|
|
|
Увеличенная производительность линии Общий цикл работы линии составляет 15 сек, что увеличивает производительность линии на 30 %. |
|
|
Высокоточные линейные направляющие Перемещение каретки шипорезного станка осуществляется с помощью гидроцилиндра по усиленным линейным высокоточным направляющим, изготовленным в Германии. Конструкция каретки обеспечивает отсутствие дополнительных изгибающих моментов, действующих на направляющие, что способствует долговечности их эксплуатации. Обеспечивается высокая точность обработки минишипов, что повышает качество сращенных плетей. |
|
|
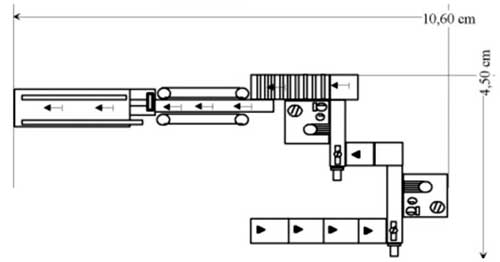
Многосекционное загрузочное устройство (А) С помощью конвейера, разделённого на два сектора (после модернизации), осуществляется автоматическая подача пакетов заготовок на стол первого фрезерного станка. Плавность движения конвейерной ленты обеспечивается работой гидравлического привода. Цикличность движения задаётся центральным процессором системы, таким образом обеспечивается подача пакета к фрезерному станку именно в тот момент, когда приёмный стол станка готов к приёму заготовок. |
|
|
Увеличенная мощность привода фрезерного шпинделя Привод фрезерного шпинделя для нарезания шипов осуществляется от электродвигателя мощность 7,5 кВт, что обеспечивает надежную работу станков при обработке большого пакета заготовок. |
|
|
Специальное устройство для нанесения клея Нанесение клея на поверхность минишипов осуществляется с помощью гребенки с подачей клея из герметичного резервуара под давлением. Осуществляется наиболее рационально дозированное нанесение клея, что обеспечивает прочность и надежность клеевого соединения и экономичное расходование клеевого материала. Дополнительная промывка узла нанесения клея не требуется, что обеспечивает удобство обслуживания линии. |
|
|
Ролики прижима на конвейере подачи заготовок в пресс Прижимные ролики цепного конвейера подачи заготовок в пресс сращивания изготовлены швейцарской фирмой. Гайки крепления роликов имеют пластиковую вставку, исключающую самопроизвольное ослабление резьбового соединения в процессе эксплуатации. |
|
|
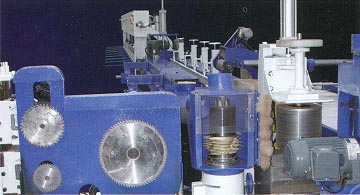
Шпиндели пильных узлов с приводом увеличенной мощности Высокоточные шпинделя для установки подрезных пил и основной торцовочной пилы с дробилкой приводятся во вращение от одного электродвигателя через плоскоременную передачу. Обеспечивается компактность и жесткость конструкции пильных суппортов, а также удобство и простота обслуживания. Увеличенная мощность привода позволяет обрабатывать большой пакет заготовок. |
|
|
Высокоточная настройка пильного и фрезерного узлов Настройка подрезных пил и фрезерного шпинделя шипорезных станков на заданный размер шипа осуществляется с помощью винтовых пар с отсчетом по цифровому датчику. |
|
|
Усиленный верхний прижим на шипорезных станках Два пневмоцилиндра верхнего прижима обеспечивают надежную фиксацию большого пакета заготовок при обработке вертикально и горизонтально расположенных ламелей. |
|
|
Автоматические фрезерные станки (B и C) При подаче пакета заготовок на рабочий стол станка происходит зажим сверху и сбоку при помощи пневматических цилиндров. Затем каретка с пакетом заготовок последовательно проходит верхний и нижний подрезные диски, торцовочный отрезной диск и непосредственно шипорезный узел. Такая комбинация рабочих валов позволяет фрезеровать микрошип трех видов: без заплечиков, с верхними и с нижними заплечиками, расположенными на одной линии, и с заплечиками, сдвинутыми относительно друг друга. Привод промежуточных конвейеров гидравлический, что обеспечивает плавный рабочий ход и быстрый возврат рабочего стола. |
|
|
Механизм подачи с предварительным наживлением ламелей Подача ламелей с предварительным наживлением на минишип в пресс сращивания осуществляется с помощью верхних и нижних приводных рифленых вальцов с пневматическим прижимом верхних вальцов. Обеспечивается беспрерывная подача и надежное формирование плети из ламелей с предварительным натягом. |
|
|
Усиленная конструкция пресса Усиление посадочных мест под пневматические горизонтальные цилиндры подачи наживленной плети в зону прессования обеспечивает надежность работы линии за счет жесткости всей конструкции. |
|
|
Гидроцилиндр прессования Увеличенный диаметр штока гидроцилиндра прессования плети обеспечивает надежность работы гидравлической группы при передаче больших усилий. |
|
|
|















Компоновочная схема «FJL150-8»
Контакты |
Телефоны:(8332) 22-64-82 (8332) 78-12-82 Электронная почта: |
Адрес:г. Киров ул.Заводская, д.41 |
| PILKOM.RU © 2012 Деревообрабатывающее оборудование и инструменты в Кирове. Полное обслуживание и доставка по области по Кировским ценам. |
|